





服務(wù)熱線
13889943666
精測儀器20年一站式測量儀器供應(yīng)商 因為專注 所以專業(yè)
13889943666 免費提供技術(shù)咨詢
微信在線客服








 全國服務(wù)熱線
全國服務(wù)熱線
鋁合金韋氏硬度計的校正方法:
韋氏硬度計的校正包括滿刻度校正和負(fù)荷彈簧校正。滿刻度校正是為儀器提供一個基準(zhǔn)點,,鋁合金韋氏硬度計的基準(zhǔn)點設(shè)置在滿刻度20的位置,。負(fù)荷彈簧校正為儀器提供一個參考點,這個參考點就是標(biāo)準(zhǔn)硬度塊的已知硬度值,。校正后應(yīng)再次進(jìn)行滿刻度檢驗,,讀數(shù)應(yīng)符合滿刻度校正的規(guī)定。
一,、滿刻度校正
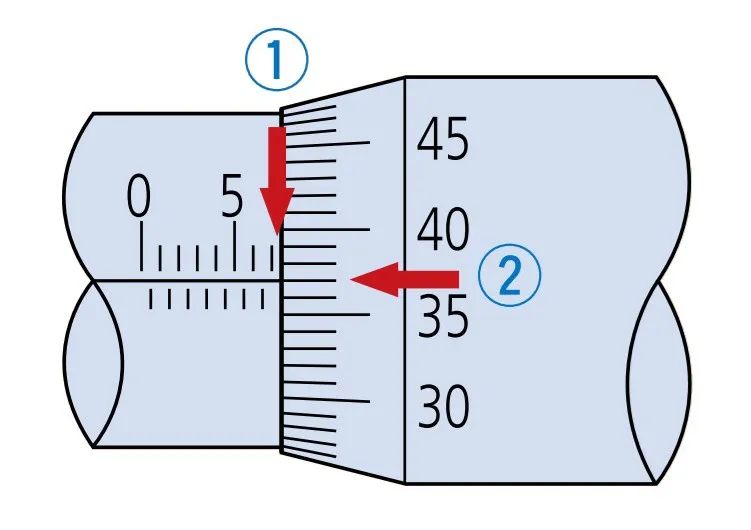
硬度計開口中不放置試樣,,直接將手柄握到底。如圖1所示,,用小螺絲刀調(diào)整滿刻度調(diào)節(jié)螺釘,,使指針指向刻度20.如果指針指示的數(shù)值偏小,應(yīng)順時針調(diào)整調(diào)節(jié)螺釘;如果指針指示的數(shù)值偏大,,應(yīng)逆時針調(diào)整調(diào)節(jié)螺釘,。如果不能通過調(diào)整調(diào)節(jié)螺釘使指針指向滿刻度20.應(yīng)按及時更換壓針。

二,、負(fù)荷彈簧校正
取出已知硬氏硬度的硬度塊,,使用儀器測量已知硬度塊的硬度,,如果超差就要對儀器進(jìn)行負(fù)荷彈簧的校下,步聚如下:旋下支撐螺釘,,將下手柄從框架上取出,,再從壓針筒上取下表頭,壓針筒仍留在框架內(nèi),。這時在壓針筒內(nèi)可看到帶槽的調(diào)節(jié)螺母,。如圖2所示,用儀器配備的專用扳手旋動調(diào)節(jié)螺母,。如果測試硬度塊讀數(shù)偏小,,應(yīng)逆時針旋轉(zhuǎn)調(diào)節(jié)螺母,反之應(yīng)順時針旋轉(zhuǎn)調(diào)節(jié)螺母,。調(diào)節(jié)螺母每旋轉(zhuǎn)1/4圈,,會使讀數(shù)變化2~3個刻度。調(diào)整后應(yīng)重新安裝儀器進(jìn)行硬度塊檢驗,。
重復(fù)上述步驟,,直至滿刻度和硬度塊的讀數(shù)均符合要求。除正常校正外,,不得隨意轉(zhuǎn)動調(diào)節(jié)螺釘,。不得通過調(diào)整調(diào)節(jié)螺釘來校正測試標(biāo)準(zhǔn)硬度塊的讀數(shù)。
三,、 標(biāo)準(zhǔn)試樣校正
批量式:
?、?將韋式硬度計標(biāo)準(zhǔn)板置于砧座與預(yù)壓緊裝置之間;
⑵ 旋動開口調(diào)節(jié)螺母,,旋至使預(yù)壓緊裝置與韋式硬度標(biāo)準(zhǔn)板貼合后反方向旋轉(zhuǎn)兩圈;
?、?完成批校正前調(diào)試工作,可進(jìn)行測試,。
?、?將韋式硬度標(biāo)準(zhǔn)板置于砧座與預(yù)壓緊裝置之間,按下手柄下方的開關(guān),,聽到“嘀”聲后,,檢查儀器表頭上指針指示的讀數(shù)是否與韋氏硬度標(biāo)準(zhǔn)板的標(biāo)值相吻合(允許偏差±0.5HW)。如兩數(shù)值相同,,松開開關(guān)指針回位,,標(biāo)準(zhǔn)試樣校正即完成。
?、?如儀器表頭上指針指示的讀數(shù)與韋氏硬度標(biāo)準(zhǔn)板的標(biāo)值不吻合(允許偏差±0.5HW),,松開開關(guān)后,使用儀器箱內(nèi)配備的專用調(diào)節(jié)扳手,旋動位于表頭下方套筒上調(diào)節(jié)窗口內(nèi)的調(diào)節(jié)螺母,,即可改變彈簧對壓針的壓力,,從而改變指針的讀數(shù)。如讀數(shù)小于標(biāo)準(zhǔn)板硬度值,,說明彈簧壓力過大,,這時應(yīng)向右旋松螺母;反之應(yīng)向左旋緊螺母。螺母每旋動1/4圈,,刻度約改變1格,。調(diào)整后需重新測試標(biāo)準(zhǔn)硬度板,按上述方法調(diào)整,,直至調(diào)整到與標(biāo)準(zhǔn)硬度板的標(biāo)值相吻合為止,。
自由式:
(1)在儀器砧座與壓針間放入韋式硬度標(biāo)準(zhǔn)板,按動手柄下方的開關(guān),,聽到“嘀”聲后,,檢查儀器表頭上指針指示的讀數(shù)是否與韋氏硬度標(biāo)準(zhǔn)板的標(biāo)值相吻合(允許偏差±0.5HW)。如兩數(shù)值相同,,松開開關(guān)指針回位,,標(biāo)準(zhǔn)試樣校正即完成,。
(2)如儀器表頭上指針指示的讀數(shù)與韋氏硬度標(biāo)準(zhǔn)板的標(biāo)值不吻合(允許偏差±0.5HW),,松開開關(guān)后,使用儀器箱內(nèi)配備的專用調(diào)節(jié)扳手,,旋動位于表頭下方套筒上調(diào)節(jié)窗口內(nèi)的調(diào)節(jié)螺母,,即可改變彈簧對壓針的壓力,從而改變指針的讀數(shù),。如讀數(shù)小于標(biāo)準(zhǔn)板硬度值,,說明彈簧壓力過大,這時應(yīng)向右旋松螺母;反之應(yīng)向左旋緊螺母,。螺母每旋動1/4圈,,刻度約改變1格。調(diào)整后需重新測試標(biāo)準(zhǔn)硬度板,,按上述方法調(diào)整,,直至調(diào)整到與標(biāo)準(zhǔn)硬度板的標(biāo)值相吻合為止,。
四,、校正中的注意事項
(1) 儀器砧座與壓針具有相同硬度,空打次數(shù)過多會加速壓針磨損或造成砧座損壞,。因此,,除需校正時,,請盡可能減少儀器空打次數(shù)。
(2) 滿刻度調(diào)節(jié)螺釘出廠時已調(diào)定,除非發(fā)生以下情況,,不得隨意調(diào)動,。
(2.1) 更換了新壓針
(2.2) 更換了新表頭
(2.3) 壓針磨損造成的指針偏離
特別提示:不得利用調(diào)整調(diào)節(jié)螺釘?shù)霓k法來對校對標(biāo)準(zhǔn)硬度板上的標(biāo)值。當(dāng)指針無法調(diào)到滿刻度20時,,說明指針已嚴(yán)重磨損或儀器出現(xiàn)故障,。此時應(yīng)先更換新指針,更換新指針后如指針仍無法調(diào)至滿刻度20時,,說明儀器發(fā)生故障,,此時應(yīng)聯(lián)系代理商或?qū)x器寄回原廠維修。
(3) 儀器使用者應(yīng)經(jīng)常用標(biāo)準(zhǔn)硬度板對儀器進(jìn)行檢查,。如發(fā)現(xiàn)偏差,,應(yīng)按儀器校正方法進(jìn)行校正。使用標(biāo)準(zhǔn)硬度板時,,應(yīng)使用帶有標(biāo)值的一面,。測試時,應(yīng)使壓針避開有壓痕的部位,,否則會影響測試的準(zhǔn)確性,。標(biāo)準(zhǔn)硬度板可在儀器制造廠買到。
(4) 更換新壓針后,,應(yīng)用儀器箱內(nèi)配備的專用扳手順時針旋動調(diào)節(jié)螺母對壓力彈簧進(jìn)行調(diào)節(jié),,調(diào)節(jié)螺母旋至約與螺紋平齊時即可,切勿將調(diào)節(jié)螺母旋入過深,,否則會造出儀器施力增加或壓針損壞,。備用壓針可在儀器生產(chǎn)廠或指定的代理商處買到。
精測公眾號
精測公眾號
精測公眾號
精測公眾號






